



连铸系统解决方案
连铸系统解决方案
 工艺简介:
工艺简介:
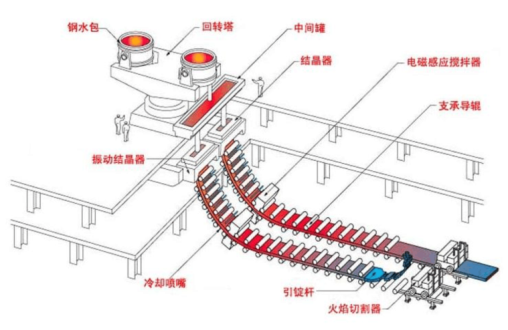
转炉生产出来的钢水经过精炼炉精炼以后,将装有精炼好钢水的钢包运至回转台,回转台转动到浇注位置后,将钢水注入中间包,中间包再由水口将钢水分配到各个结晶器中去。结晶器是连铸机的核心设备之一,它使铸件成形并迅速凝固结晶。拉矫机与结晶振动装置共同作用,将结晶器内的铸件拉出,经冷却、电磁搅拌后,切割成一定长度的板坯。具体工艺流程如图所示:
系统构成:
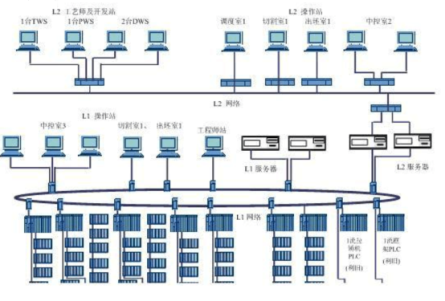
板坯连铸机自动化系统采用两级控制系统,即由基础自动化系统(L1)及过程控制计算机系统(L2)组成。基础自动化网络系统采用光纤环形以太网,过程计算系统的网络采用星型连接,两条以太网独立配置,以解决网络数据的畅通。
系统配置:
一般此类工程设有主控制室和出坯控制室。在各控制室,操作员通过HMI集中监视、管理,操作生产工艺过程,掌握生产工艺过程的现状和趋势,完成生产过程的控制,达到生产工艺稳定、可靠运行的目的。
基本配置:
² 拉矫机控制站2套
² 框架控制站2套
²  平台公共控制站1套
平台公共控制站1套
² 流道控制站2套
² 冷却控制站2套
² 出坯控制站1套
² 操作员站5套
² 工程师站1套
² 过程级服务器2套
² 高速数据通讯网络(根据需要可作冗余配置)
² 系统软件和编程组态软件
系统功能:
操作站互为冗余配置,均能独立监控整个生产过程。
操作站功能:
Ø 动态工艺流程画面和操作画面。
Ø 控制回路画面(含设定值、过程变量和参数显示)。
Ø 实时趋势画面。
Ø 报警及报警打印画面:历史数据及事件记录、打印功能生产报表的存储和打印功能。
Ø 编程、组态、调试和修改等由工程师站完成。
主要控制功能:
Ø 大包旋转、升降控制。
Ø 中包车走行、升降状态监控。
Ø 结晶器抽烟、二冷段排气控制。
Ø 结晶器振动控制。
Ø 结晶器冷却水控制
Ø 二冷水冷却控制。
Ø 二冷气雾冷却控制。
Ø 机器开闭路水控制。
Ø 拉矫机驱动电机及抱闸控制。
Ø 拉矫机驱动驱动辊提升、压下控制。
Ø 引锭杆跟踪控制。
Ø 铸坯跟踪控制。
Ø 扇形段框架控制。
Ø 驱动辊压力调节控制。
Ø 引锭杆存取控制。
Ø 引锭杆对中控制。
Ø 切前辊道控制。
Ø 切头小车控制
Ø 切后辊道控制。
Ø 去毛刺辊道控制。
Ø 喷印辊道控制。
Ø 板坯称量机升降控制。
Ø 称重辊道控制。
Ø 等待辊道 控制。
Ø 大包液压站控制。
Ø 本体液压站控制。
Ø 精整液压站控制。
Ø 滑动水口液压站控制。
